Формирование структуры прессованного бетона, поризованного микросферами
Опубликовано: 02.09.2018
В статье рассматривается проблема формирования однородной структуры бетона, уплотняемого прессованием, в который в качестве легкого заполнителя или наполнителя введены полые микросферы с диаметром ~ (20–160) мкм и толщиной стенки ~ 2 мкм. Дано теоретико-экспериментальное обоснование верхней и нижней границ допускаемого давления прессования, обеспечивающего качество поверхности и однородность структуры такого бетона.
This article considers the problem of formation of a homogeneous structure of compressed concrete containing light aggregates in the form of hollow microspheres with the diameter of ~ (20–160) microns and wall thickness ~ 2 microns. The upper and lower limits of allowable pressure used for compressing the mixture have been estimated theoretically and experimentally, providing the surface quality and homogeneity of concrete structure.
ВВЕДЕНИЕ
При возведении наружных стен зданий все более широко используются тонкостенные облицовочные плиты с декоративно-защитными функциями или плитные конструктивные элементы, применяемые в варианте несъемных опалубок. Их в основном изготавливают прессованием (вибропрессованием), используя декоративные цементные мелкозернистые бетоны на заполнителях, как плотных горных пород, так и на искусственных пористых заполнителях с целью снижения средней плотности и повышения теплозащитной функции бетона. Однако в последнем случае одновременно возрастает водопоглощение, снижается морозостойкость материала и, соответственно, эксплуатационная надежность и долговечность наружного декоративно-защитного слоя, а также ограждающей конструкции в целом.
Этих недостатков практически лишены бетоны, в которых в качестве заполнителя применены полые влагонепроницаемые микросферы. Структура такого бетона поризована легким, сферообразным материалом, не поглощающим влагу, который получают из щелочестойкого стекла (ПСМ), корунда (ПМК) в виде керамических вакуумных микросфер (CVM), алюмосиликатных микросфер из зол-уноса (АСМ) и др. Микросферы могут вводиться в состав в варианте монозаполнителя бетона, а также в качестве легкого наполнителя для мелкозернистого (песчаного) бетона, обеспечивая снижение его средней плотности.
Шарообразная форма и достаточно гладкая поверхность микросфер способствуют улучшению формуемости бетонной смеси, а в сочетании с использованием качественных пластифицирующих добавок создают необходимые условия для изготовления изделий методом прессования при низких водоцементных отношениях, что обеспечивает требуемую прочность бетона на сжатие. Одновременное введение в бетон фибры (до 1 % от массы цемента) позволяет получать тонкостенные прессованные изделия с повышенными прочностью на растяжение (осевое и при изгибе) и трещиностойкостью (ударной вязкостью). В результате обеспечиваются как бездефектное производство, так и эксплуатационная надежность и долговечность облицовочных плит толщиной 7–12 мм, что может быть реализовано также при изготовлении черепицы, архитектурных элементов сложной конфигурации, листов несъемных опалубок.
Применение микросфер (полых и «наполненных» – сплошного сечения) в бетоне, уплотняемом прессованием, требует разрешения ряда задач, относящихся к определению рационального соотношения между их количеством и физико-техническими свойствами бетона, величиной и скоростью приложения прессующего давления, а также влияния микросфер на технологические свойства смеси и структуру поризованного ими бетона.
МОДЕЛИ СТРУКТУРЫ ПОРИЗОВАННОГО МИКРОСФЕРАМИ БЕТОНА, УПЛОТНЯЕМОГО ПРЕССОВАНИЕМ
Важнейшими технологическими задачами на стадии формования изделий являются получение четкого отпечатка (рисунка) лицевой поверхности, что прямо зависит от выбора формуемости бетонной смеси и скорости прессования, и прочности свежеотформованного бетона, необходимой для бездефектной немедленной распалубки изделий, что предполагает использование жестких бетонных смесей, консистенция которых обеспечивает выполнение этих условий.
Экспериментальные исследования и наблюдения за структурой поризованного полыми микросферами (более экономически целесообразный вариант, в сравнении с «наполненными» – сплошного сечения) прессованного бетона позволили выявить несколько ее вариантов. В частности в зависимости от давления прессования структура бетона при прочих равных условиях может характеризоваться одной из трех разновидностей (рис. 1).
а) б) в)

1 – целые микросферы; 2 – воздушные пустоты; 3 – цементная матрица (цементный камень);
4 – части разрушенных микросфер
Рис. 1. Структура бетона в зависимости от давления прессования
При давлении прессования ниже оптимального (для принятой консистенции бетонной смеси) формируется рыхлая, пористая, с низкой прочностью структура с наличием пустот (из-за недоуплотнения) в объеме цементного камня (см. рис. 1а). Отформованные изделия отличаются плохо сформированной лицевой поверхностью с множеством дефектов рисунка гравюры формы, а бетон – значительным водопоглощением (20 %–25 % по массе). Увеличение давления прессования до оптимального сопровождается повышением качества уплотнения цементного камня (см. рис. 1б) при сохранении целостности микросфер, от содержания которых зависит средняя плотность материала. Для рационально подобранного состава бетонной смеси обеспечиваются благоприятные условия формования, а прочностные свойства бетона при такой структуре достигают максимальных значений при оптимальной величине его средней плотности. Дальнейший рост давления прессования приводит к нарастающему разрушению оболочек микросфер с одновременным увеличением средней плотности бетона при практически мало изменяющейся прочности (см. рис. 1в).
Исходя из изложенного, для последующих расчетов будем использовать давление прессования ( pmin), достаточное для формообразования лицевой поверхности изделия с получением четкого отпечатка гравюры формы на его поверхности, и предельное давление ( pu ), при котором начинается разрушение оболочек микросфер. Тогда рабочее давление прессования (область оптимального значения) для получения качественных изделий, при котором достигается плотная структура матрицы при целостности микросфер, определится из условия
(1)
При определении оптимального значения рабочего давления его нижняя граница может быть установлена экспериментальным путем для конкретных условий производства. Верхнюю границу или предельное давление прессования в общем виде можно рассчитать на основе анализа напряженного состояния микросфер.
При этом следует учитывать, что полые микросферы могут относиться к разным типам по толщине стен или «толстостенности». По классификации [1, 2] для толстостенных сфер соотношение между толщиной стенки d и внешним диаметром сферы D должно быть следующим: d > (0,045–0,0476) D. Среди названных ранее микросфер авторами приняты для дальнейшего рассмотрения микросферы зол-уноса, получаемые из техногенных отходов и характеризующиеся наименьшей стоимостью при наибольшей доступности. Они в основном относятся к толстостенным оболочкам ( d £ 0,1 D), при этом возможно наличие некоторого количества тонкостенных сфер. Поэтому в расчетах при определении верхней границы давления прессования авторами рассматривалась модель толстостенной сферы, частным случаем которой является тонкостенная оболочка.
Следует отметить, что материал, образующий стенки керамических, стеклянных и алюмосиликатных микросфер, характеризуется хрупкостью и под нагрузкой в основном проявляет упругие свойства вплоть до момента разрушения. Для решения поставленной задачи рассматривались напряжения, возникающие в стенках микросфер в упругой области деформирования и в предельном состоянии по разрушающим нагрузкам.
Кроме этого, анализ напряженного состояния производился исходя из того, что давление на поверхности микросфер, окруженных прослойками цементного теста, распределяется равномерно. Это предположение базируется на представлении цементного теста как гелеобразной системы «мицелл», контактирующих между собой внешними диффузионными слоями водных сольватных оболочек. Давление, приложенное к такой системе, в первую очередь передается на жидкость, окружающую частицы цемента (флоккулы или отдельные зерна [3]) и микросферы, благодаря чему допущение о равномерном и всестороннем гидростатическом сжатии последних при прессовании вполне обосновано.
Модель толстостенной сферы в области упругоГО деформирования
На рис. 2 показаны разрез сферы, находящейся под действием внешнего всестороннего давления, и элемент стенки с действующими главными напряжениями соответственно по трем направлениям: s r – радиальному, s t – осевому и s m – меридиональному напряжениям. Законы распределения этих напряжений от изменения радиальной координаты рассматриваемой точки r показаны в виде эпюр.
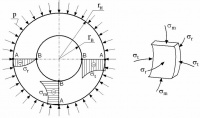
Рис. 2. Модель нагружения микросферы и эпюры распределения напряжений по толщине стенки для толстостенной оболочки
Величина напряжений для толстостенной оболочки рассчитывается по формулам Ламе [1, 2]:
(2)
(3)
где r – радиус рассматриваемой точки;
r н, r в – соответственно наружный и внутренний радиусы сферы;
р – действующее усилие.
В результате наружные точки сферы А находятся в условиях объемного напряженного состояния под действием напряжений:
(4)
Точки внутренней поверхности сферы В находятся в условиях плоского напряженного состояния под действием напряжений:
(5)
Эквивалентные напряжения s red , рассчитанные по критерию Треска-Сен-Венана (III теория прочности) и по критерию Губера-Мизеса (IV теория прочности) для сферы, находящейся в условиях всестороннего сжатия, оказались одинаковыми. Применение указанных теорий для хрупких материалов возможно в тех случаях, когда разрушение путем отрыва невозможно, например, при всестороннем сжатии [4]. Использование теории Мора представляется в данном случае невозможным из-за отсутствия растягивающих напряжений. В итоге расчет эквивалентного напряжения по III и IV теориям прочности для точек наружной и внутренней поверхностей сферы привел к следующим формулам:
(6)
(7)
В упругой стадии опасные точки находятся на внутренней поверхности сферы, для которых условие прочности имеет вид
(8)
где [ s] – допускаемое напряжение для одноосного сжатия материала стенок сферы.
Откуда требуемое отношение внутреннего и наружного радиусов микросферы при известном допускаемом напряжении определится по формуле
(9)
Одной из физико-технических характеристик микросфер является отношение толщины стенки d к наружному диаметру D , которое производители указывают в паспорте на продукцию. Поэтому более удобно в расчетах использовать величину этого отношения, видоизменив формулу (9)
(10)
Анализ формулы (10) показывает, что допустимое давление должно быть [ p] £ 0,5[ s], причем максимальное его значение выдержат только микросферы сплошного сечения, у которых d /D =0,5. На рис. 3 показаны результаты расчета в виде графика, построенного по формуле (10) и связывающего геометрические параметры микросфер с допустимыми значениями усилий прессования при известном допускаемом напряжении на сжатие для материала стенок микросфер. Заштрихованная область на рис. 3 соответствует алюмосиликатным микросферам зол-уноса при фактическом соотношении d /D » (0,07–0,10). Аналогично по установленной графической зависимости имеется возможность определиться с микросферами других видов.
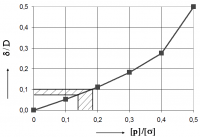
Рис. 3. Зависимость допустимого усилия прессования от геометрических параметров и прочных свойств микросфер при упругих деформациях
Модель толстостенной сферы в предельном состоянии
При рассмотрении предельной нагрузки, которую могут выдержать полые микросферы, допускалось, что опасное значение усилия прессования pdan будет соответствовать моменту нагружения, при котором на внутренней поверхности микросферы достигается предел прочности материала на сжатие s u :
(11)
Исходя из предположения, что микросфера при прессовании испытывает равномерное и всестороннее гидростатическое сжатие, предельное состояние в материале может наступить, когда напряжения по всей толщине стен сферы станут равны пределу прочности на сжатие. В этом случае разрушение сферы произойдет от сдвиговых деформаций.
Воспользуемся математическими выводами плоской осесимметричной задачи теории упругости, согласно которой напряжения и деформации сферического тела зависят только от координаты r [5]. Уравнение равновесия, полученное проектированием всех сил на нормаль к элементу сферы, содержит все три действующих главных напряжения:
(12)
В предельном состоянии ( s r - s t ) = ( s r - s m ) = s u , следовательно:
(13)
Интеграл уравнения (13) равен:
(14)
При граничных условиях: s r (r н) = - р и s r (r в) = 0, получаем формулу для расчета предельного давления pu
(15)
или с учетом известного соотношения d /D :
(16)
Для сфер сплошного сечения при d /D =0,5 выражение (16) не имеет решения. Разложив натуральный логарифм в ряд до первого члена, получим приближенную формулу для расчета величины предельного давления:
(17)
На рис. 4 представлено графическое отражение взаимосвязи соотношения предельного (или опасного при упругих деформациях) давления прессования и предела прочности на сжатие микросфер от их геометрических параметров – толщины стенки и внешнего диаметра. Графики построены на основании расчетных данных по формулам (16) – линия 1, (17) – линия 2 и (11) – линия 3.
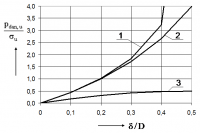
1 – по зависимости (16); 2 – по зависимости (17); 3 – по зависимости (11)
Рис. 4. Зависимость предельного усилия прессования от геометрических параметров и прочности на сжатие микросфер
Анализ данных, относящихся к графическим зависимостям 1 и 2, показывает, что точное решение методами теории упругости (линия 1 по формуле (16)) совпадает или близко к приближенному решению задачи (линия 2 по формуле (17)) при d /D £ (0,2–0,3). С дальнейшим увеличением толщины стен сферы значения предельного давления прессования резко возрастает. В частности, для наполненной сферы сплошного сечения по формуле (16) и графику 1 разрушающее давление прессования pu стремится к бесконечности. По формуле (17) и графику 2 – разрушающее давление должно превысить предел прочности материала на осевое сжатие в 4 раза.
Опасное давление pdan (линия 3) не превышает предела прочности материала на осевое сжатие, а для сфер сплошного сечения оно равно его половине. Учитывая неоправданно большой запас прочности при расчете по формуле (11), предельное давление, ограничивающее прессование бетонных изделий на заполнителе из полых микросфер, следует рассчитывать по формуле (16) или (17).
ОПТИМАЛЬНОЕ ДАВЛЕНИЕ ПРЕССОВАНИЯ БЕТОНА, ПОРИЗОВАННОГО МИКРОСФЕРАМИ
Для большинства микросфер, указанных ранее, прочностные характеристики материала стенок известны, что позволяет применить рекомендуемые формулы для расчета верхней границы давления прессования. Алюмосиликатные микросферы (АСМ) добываются из зол-уноса, которые могут отличаться по химическому составу в довольно широких пределах в зависимости от сжигаемого топлива. Производители АСМ указывают в паспорте на этот материал только одну прочностную характеристику – прочность по сдавливанию микросфер в цилиндре при соответствующей насыпной плотности, – что по модели нагружения относится к контактным взаимодействиям, а не к всестороннему гидростатическому сжатию.
Проанализируем соотношение между экспериментальной прочностью микросфер при сдавливании в цилиндре и теоретическим предельным давлением прессования в жидкой (гелеобразной) среде, используя формулу (17), на примере полых стеклянных микросфер (ПСМ). На рис. 5 показан график изменения теоретической прочности ПСМ при постоянной толщине стенок d ~ 2 мкм и наружном диаметре D ~ (20–160) мкм, рассчитанной по модели (17) при прочности на сжатие натрийборсиликатного стекла в 150 МПа; заштрихованная область иллюстрирует заявленную прочность ПСМ при сдавливании в цилиндре р ц u ~ (6–30) МПа [6].
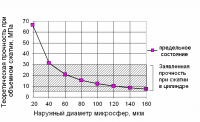
Рис. 5. Зависимость теоретической прочности при объемном сжатии от диаметра микросфер ПСМ при толщине стенок 2 мкм
Для тонкостенных сфер ( D ~ (40–160) мкм) результат расчета совпадает с заявленной прочностью. Вероятно, высокое количество контактов (взаимодействий) между микросферами приближает их нагружение к всестороннему сжатию. Для толстостенных сфер ( D ~ (20–40) мкм) прочность при всестороннем гидростатическом сжатии оказалась выше, причем запас прочности увеличивался по мере роста относительной толщины сферы до n » 2 при d = 0,1 D. Следовательно, при выборе верхней границы давления прессования можно ориентироваться на заявленную прочность микросфер при сдавливании в цилиндре: для толстостенных микросфер – с имеющимся запасом прочности, для тонкостенных микросфер – с введением коэффициента запаса прочности.
Для микросфер зол-уноса при d = 0,1 D общее решение формулы (17) будет иметь вид:
(18)
а ее частное решение при условии, что предельное давление, которое могут выдержать стенки микросфер, соответствует удвоенной прочности их материала при сдавливании в цилиндре, то есть р u » 2 р ц u , позволяет приближенно определить прочность материала стен по формуле:
(19)
Например, в случае использования микросфер зол-уноса (АСМ), которые характеризуются величиной прочности по сдавливанию в цилиндре р ц u = (15–28) МПа [7], максимальная прочность материала их стенок по формуле (19) может составить s u = 126 МПа.
Верхняя граница рабочего давления прессования бетона на указанных микросферах при двукратном запасе прочности будет находиться в пределах 15–28 МПа. Минимальное давление p min, при котором обеспечивается плотная структура материала без воздушных прослоек, установлено экспериментально и составляет 2,0–2,4 МПа.
Выявленные предельные параметры режима прессования бетона на микросферах использованы при разработке технологии изготовления облицовочных плит с заданной фактурой поверхности (под кирпичную кладку, каменную кладку и пр.).
Экспериментальная проверка положений, изложенных в материале настоящей статьи, путем изготовления прессованием облицовочных плит размерами 400х500 мм при фиксированных параметрах прессования (давление в диапазоне 2,0–10,0 МПа; скорость подачи нагрузки от 2–3 до 10–12 кН/с) подтвердила возможность их практического применения. Консистенция (жесткость) бетонной смеси находилась в пределах от 5 до 20–30 с при варьировании состава поризованного микросферами бетона (содержание микросфер (30–33) %–(70–75) % по массе; при наличии и отсутствии фибры с использованием (и без) пластифицирующих и улучшающих сцепление волоконной фибры с цементным камнем химических добавок).
На рис. 6 показан внешний вид плиты (а) и структура поризованного алюмосиликатными микросферами бетона (б), прессованного при давлении 3,0 МПа и скорости подачи нагрузки 5,0 кН/с, из смеси, жесткостью 10–15 с, содержащей (от массы цемента) 30 %–33 % микросфер; 1 % полиакриловой волоконной фибры Ricem-8; 6 %–8 % химического адгезива «Виннапас» (RI 551 Z); 1,5 % гиперпластификатора SicaVisco Crete 20 HE Rus [8]. Средняя плотность бетона получилась в пределах 1200–1400 кг/м3.
|
а) |
б) |
|
|
|

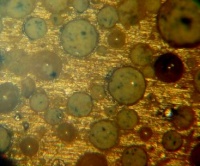
Рис. 6. Внешний вид изделия (а) и структура поризованного микросферами бетона (б)
Очевидно, что внешний вид изделий характеризуется четкостью рисунка и высоким качеством поверхности, а структура бетона – практическим отсутствием разрушенных микросфер при достаточно равномерном их распределении в плоскости шлифа. То есть фактическое состояние структуры бетона, поризованного микросферами, соответствует разновидности рис. 1б, принятой при рассмотрении теоретических аспектов его уплотнения прессованием.
Физико-механические свойства фибробетона исследованных составов на заполнителе из алюмосиликатных микросфер соответствуют требованиям стандартов для изделий наружного применения, что позволяет использовать их в производстве облицовочных панелей, а также в качестве элементов несъемных опалубок и других защитных элементов ограждающих конструкций [9–11].
ЗАКЛЮЧЕНИЕ
1 Получено теоретико-экспериментальное обоснование предельных (минимально необходимого (2,0–2,4 МПа) и максимально допустимого (15–28 МПа)) значений давления прессования бетона, поризованного алюмосиликатными микросферами из зол-уноса (АСМ), обеспечивающими надлежащее качество лицевой поверхности и, одновременно, однородность формирующейся структуры бетона с сохранением целостности и формы микросфер.
2 С использованием моделей полых сфер, загруженных равномерно приложенным внешним давлением в области упругого деформирования вплоть до предельного состояния, получены математические зависимости, адекватно отражающие взаимосвязь между возникающими напряжениями и свойствами микросфер: прочностью материала их стенок и геометрическим фактором в виде отношения толщины стенки d к диаметру микросферы D .
3 Полученные теоретико-эмпирические зависимости между параметром d /D и предельным усилием прессования поризованного микросферами бетона могут найти практическое применение при разработке технологии изготовления искусственных микросфер, в частности для мотивированного назначения и обеспечения их геометрических параметров с учетом фактических физико-технических характеристик материала стенок.
4 Лабораторно-экспериментальная и производственная апробация результатов исследований, выполненная в форме изготовления опытных и серийных изделий – облицовочных плит, подтвердила как возможность реализации, так и эффективность технологии получения прессованного фибробетона, поризованного микросферами, характеризующегося прочностью на сжатие 25–27 МПа, прочностью на растяжение (при изгибе) 5–8 МПа, водопоглощением 6 %–8 % по массе, морозостойкостью 200 циклов, что обеспечивает его использование для создания внешних защитно-декоративных тонкостенных элементов ограждающих конструкций различного назначения.
СПИСОК ЛИТЕРАТУРЫ
1. Подскребко, М. Д. Сопротивление материалов: учебник для вузов / М. Д. Подскребко. – Минск: Вышэйшая школа, 2007. – 797 с.
2. Писаренко, Г. С. Справочник по сопротивлению материалов: 5-е изд., перераб. и доп. / Г. С. Писаренко, Ф. П. Яковлев, В. В. Матвеев. – Киев: Издательство «Дельта», 2008. – 816 с.
3. Ахвердов, И. Н. Основы физики бетона / И. Н. Ахвердов. – М.: Стройиздат, 1981. – 464 с.
4. Старовойтов, Э. И. Сопротивление материалов: учебник для вузов / Э. И. Старовойтов. – М.: ФИЗМАТЛИТ, 2008. – 384 с.
5. Окопный, Ю. А. Механика материалов и конструкций: учебник для вузов.; 2-е изд. доп. / Ю. А. Окопный, В. П. Радин, В. П. Чирков. – М.: Машиностроение, 2002. – 436 с.
6. Полые микросферы из стекла и корунда // НПО «Стеклопластик» [Электронный ресурс]. – 2009. – Режим доступа: http://xurex.com/ru/products/powder/cvm. – Дата доступа: 18.11.2009.
7. Микросферы зол-уноса // Вибротехцентр [Электронный ресурс]. – 2007. – Режим доступа: http://www.vtcenter.ru/production/production.htm. – Дата доступа: 10.05.2007.
8. Материалы строительной химии. Компания Sika: каталог-справочник, 3-е изд. – М.: ООО «Зика», 2005. – 365 с.
9. Леонович, И. А. Прочностные и упругие свойства фибробетона с заполнителем из микросфер при статической кратковременной нагрузке / И. А. Леонович, И. М. Кузменко, Е. С. Павлюк // Вестн. Полоц. гос. ун-та, серия F. Прикладные науки. Строительство. – 2007. – № 12. – С. 63–67.
10. Леонович, И. А. Прочностные свойства фибробетонов с заполнителем из микросфер при ударном нагружении / И. А. Леонович // Вестн. Белорус.-Рос. ун-та, Могилев. – 2008. – № 2. – С. 129–136.
11. Батяновский, Э. И. Фибробетон на заполнителе из микросфер зол-уноса для облицовочных слоев / Э. И. Батяновский, И. А. Леонович // Новые материалы и технологии в машиностроении: материалы XI Междунар. научн. интернет-конф., Брянск, 10 апреля – 10 мая 2010 г. / Брянская гос. инж.-технологич. академия; под общ. ред. Е. А. Памфилова. – Брянск: БГИТА, 2010. – Выпуск 11. – С. 146–150.