Шліфувальні абразивні головки
- Типи і позначення шліфувальних головок
- шліфувальні матеріали
- Статичні характеристики шліфувальних головок
- Застосування шліфувальних головок
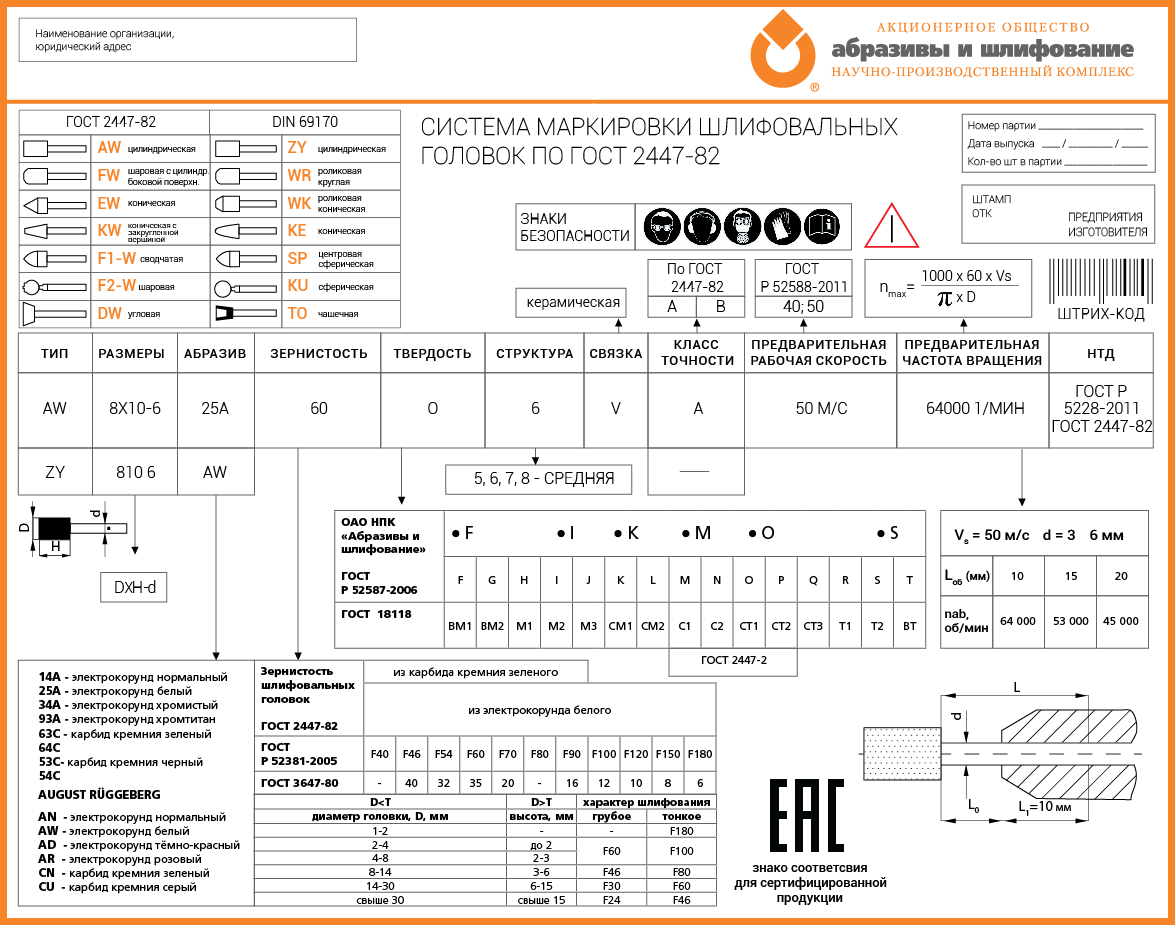
- Системи маркування шліфувальних головок
- Каталог серійно випускається
- Безпека експлуатації
У зв'язку зі сформованою ситуацією на вітчизняному ринку шліфувальних головок - мале число російських виробників, велика кількість пропозицій імпортного інструменту і високі ризики співпраці з зарубіжними виробниками, ми поставили перед собою завдання: забезпечити вітчизняного споживача високоякісним інструментом, який за своїми споживчими властивостями не поступався б імпортним аналогам . Маючи відповідні компетенції, наукову і виробничу базу, наше підприємство розпочало випуск шліфувальних головок різних типів і призначень. На сьогоднішній день, лінійка випускається нами інструменту, здатна вирішити будь-які завдання в області малоразмерной слюсарно-абразивної обробки.

Типи і позначення шліфувальних головок
Залежно від форми оброблюваної поверхні і призначення шліфувальні головки випускаються відповідних типів форми:
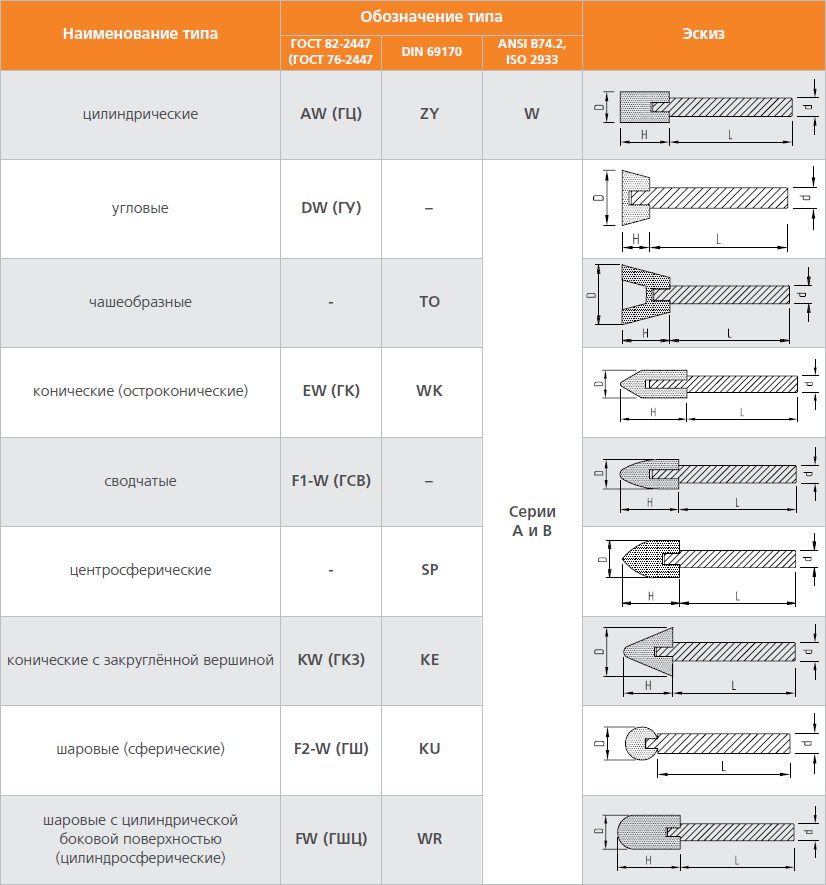
Оправлення (державки) з конструкційної вуглецевої сталі двох типорозмірів: Ø3 h9 x 37мм і Ø6 h9 x 40мм.
На замовлення споживача можливі і інші типорозміри державок і з інших матеріалів (загартована сталь і твердий сплав).
шліфувальні матеріали
Наша компанія випускає шліфувальні головки зі звичайних абразивних матеріалів на керамічних зв'язках з типорозмірами по ГОСТ 82-2447, DIN 69170 і ISO 2933.
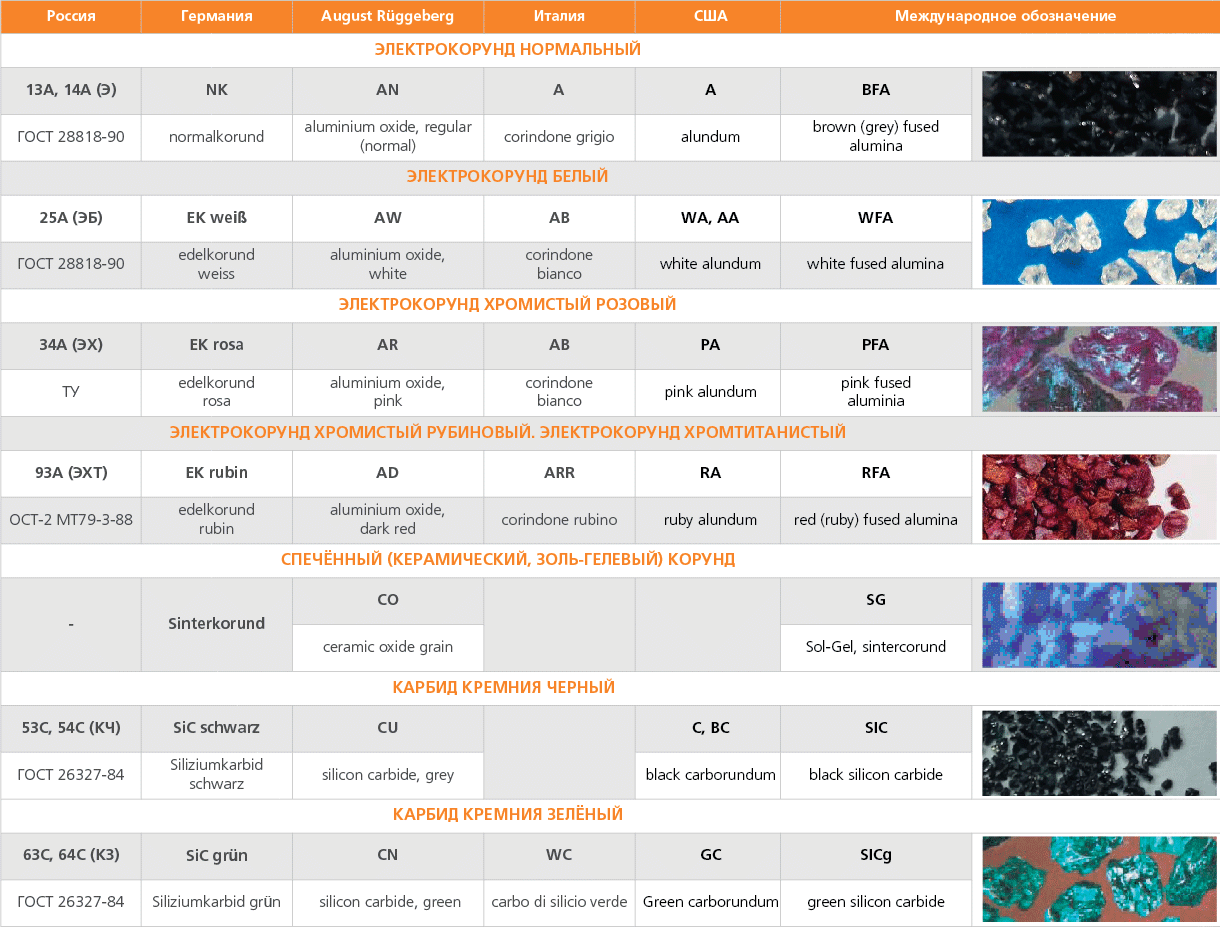
Зі звичайних абразивних матеріалів ми використовуємо різні марки електрокорунду і карбіду кремнію. Відповідно до ISO 525, EN 12413, шліфувальних матеріалів з електрокорунду присвоюється позначення - A; шліфувальним матеріалами з карбіду кремнію - С.
Для вирішення спеціальних завдань в шліфувальних порошках використовуються також суміші різних різновидів абразивних матеріалів.
Для звичайних абразивних матеріалів в різних країнах склалися свої національні і торгові позначення типів і марок:
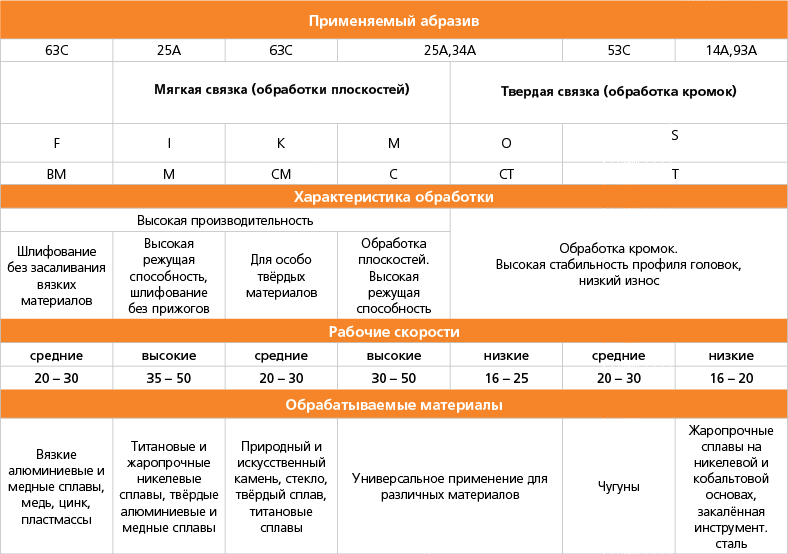
Статичні характеристики шліфувальних головок
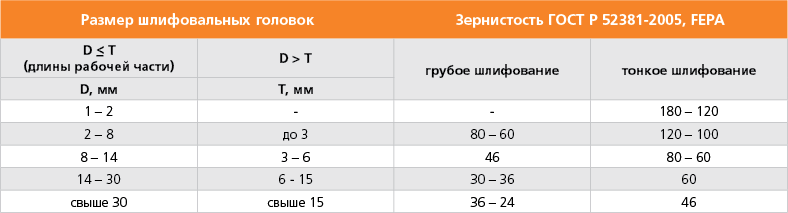
При виборі зернистості для шліфувальних головок враховується діаметр і форма головки. Чим менше діаметр шліфувальної головки, тим менше повинно бути зерно абразиву. Нами рекомендуються такі зернистості:
Твердість абразивного інструменту характеризує здатність зв'язки інструменту утримувати абразивні зерна. Чим твердіше коло, тим вище сила зв'язки, т. Е. Твердість відповідає силі, необхідної на відділення абразивних зерен від зв'язки і визначається міцністю містків зв'язки і міцністю прикордонного шару зерно-зв'язка.
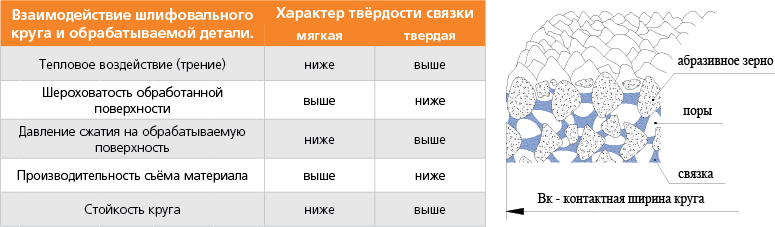
При виборі твердості необхідно керуватися наступними умовами:
- для більш твердого шліфується матеріалу вибирається більш м'який коло;
- чим більше контактна поверхня між шліфувальним кругом і оброблюваним виробом, тим нижча твердість кола вибирається;
- для шліфування матеріалів, чутливих до змін температури, вибирається більш м'який коло;
- при шліфуванні заготовок торцем кола вибирається більш м'який коло, ніж для шліфування периферією круга;
- для шліфування переривчастих поверхонь вибирається більш твердий круг
Робоча (окружна) швидкість V визначається числом оборотів n (об / хв) приводного пристрою і діаметром D (мм) шліфувальної головки

Чим більше величина окружної швидкості, тим м'якшою ступеня твердості повинен бути інструмент. Для обробки твердих матеріалів застосовуються низькі робочі швидкості.
При відсутності відповідного приводного пристрою і неможливості забезпечити необхідну окружну швидкість необхідно використовувати шліфувальні головки більш твердої ступеня.
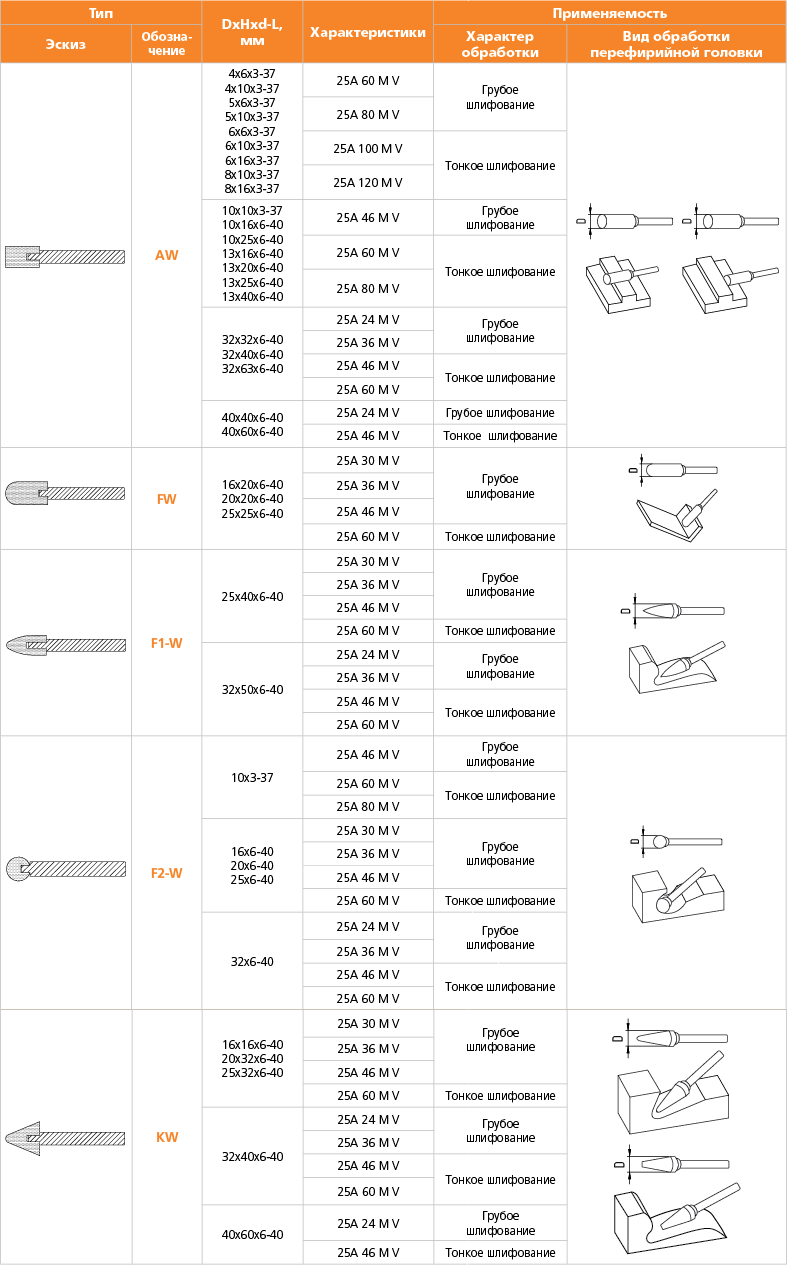
Застосування шліфувальних головок
Різноманіття типів форми і конструкція шліфувальних головок, визначили їх основне застосування в слюсарної обробці.
У загальному вигляді слюсарна обробка шліфувальними головками розрізняється по робочим операціям: «обробка кромок» і «обробка площин».



Системи маркування шліфувальних головок
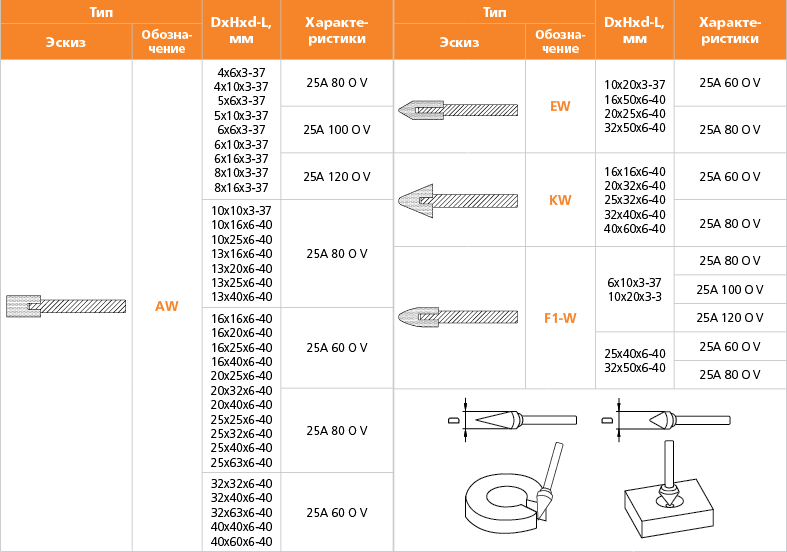
Каталог серійно випускається
Шліфувальні головки з електрокорунду білого на керамічній зв'язці ступеня твердості M (середньої твердості С).
Для обробки периферією головки площин. Універсальне застосування для різних матеріалів.
Шліфувальні головки з електрокорунду білого на керамічній зв'язці ступеня твердості O (середні тверді СТ).
Для обробки крайок. Універсальне застосування для різних матеріалів.
Безпека експлуатації
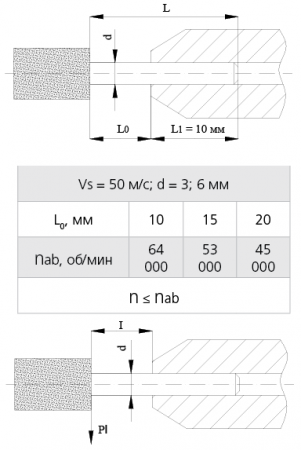
Експлуатаційні характеристики шліфувальних головок на оправках крім міцних властивостей абразивного шару включають в себе так само властивості міцності оправок. Згідно ГОСТ Р 52588-2011, частота обертання шліфувальних головок nab, хв-1 або 1 / хв (об / хв; в зарубіжній практиці - RPM) визначається числом оборотів в одиницю часу, при яких оправлення згинається під дією відцентрової сили.
Незалежно від всієї довжини оправки L цанга машини повинна захоплювати мінімум 10 мм довжини хвостовика (L1 ≥ 10мм).
Згідно EN 12413 і DIN 69170 на максимальне число обертів впливають такі чинники: форма і розміри шліфувальної головки, діаметр d, матеріал оправлення і вільна довжина оправлення L0. Їх необхідно враховувати для виключення руйнування шліфувальної головки і вигину оправлення.
У процесі шліфування на відкриту довжину оправлення діє сила притиску шліфувальної головки до оброблюваної поверхні. При цьому міцність оправлення буде визначатися її діаметром d (мм), довжиною вильоту l (мм) і матеріалом оправлення, що характеризується модулем пружності E (модуль Юнга в МПа) і граничним значенням міцності на вигин [σ] і (МПа).
Вигин оправлення на величину f (стрілу прогину в мм) при додатку сили Pl (Н) визначається за формулою:

де J - момент інерції поперечного перерізу оправлення (J = πd4 / 64, мм4). Величина прогину оправлення безпосередньо впливає на точність обробки. Для точних робіт (внутрішнє і координатне шліфування) вона не повинна перевищувати 25% від поля допуску, на виконуваний розмір. Максимальна прикладена сила Plmax, при якій відбудеться поломка оправлення, розраховується за формулою:

Для граничної сили Plmax найбільша величина прогину fmax буде визначатися:

Оправлення для шліфувальних головок можуть виготовлятися з конструкційних сталей, швидкорізальних загартованих сталей і твердих сплавів.
